Handcrafted rasps by Liogier
Hand-cut rasps differ significantly from machine-cut ones. The material removal is considerably higher with surprisingly good surface quality thanks to the ultra-sharp irregularly cut teeth.
LIOGIER only produces on demand. Therefore, we always have a selection of their rasps in stock to supply you immediately.
The cutting direction of the teeth of these rasps is aligned so that they achieve optimal cutting performance when used right-handed.
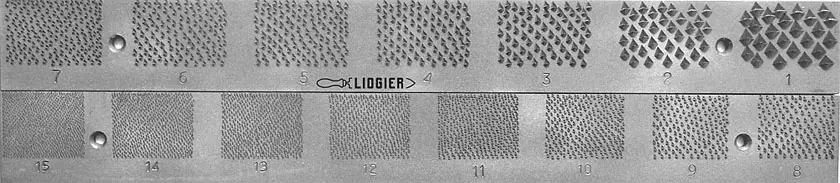
The cuts of the Liogier rasps are numbered from No. 1 to No. 15, with No. 1 being the coarsest and No. 15 the finest. In practice, cuts 4 to 14 are almost exclusively used.
Production of hand-crafted rasps at Liogier
1) Forging
Auf 1250 °C erhitzt wird der Stahlrohling ausreichend formbar um geschmiedet werden zu können.
Dies geschieht durch Gesenkschmieden: Dies ist das einzige Verfahren, durch das die Integrität der inneren Materialstruktur gewährt werden kann und verhindert dass sich Falten oder Lufteinschlüsse im Rohling bilden.
Außerdem garantiert die Kompression des Materials entsprechend der Teileform einen Faserverlauf im Stahl, der ihm eine extreme mechanische Festigkeit verleiht.
 Forging")
2) The shaping and preparation of the surface: The goal is the perfect shape
Heated to 1250 °C, the steel blank becomes sufficiently malleable to be forged.
This is done through die forging: This is the only process that can ensure the integrity of the internal material structure and prevents folds or air inclusions from forming in the blank.
Furthermore, the compression of the material according to the shape of the parts guarantees a fiber orientation in the steel that gives it extreme mechanical strength.
 The shaping and preparation of the surface: The goal is the perfect shape")

3) Hand Striking: A Unique Know-How
 Hand Striking: A Unique Know-How")
4) Hardening
The training of a rasp maker takes 2 years and to forge a rasp he needs up to 90 minutes.
No incorrect strike is tolerated. The piece must be discarded and a completely new blank must be started. However, it is worth the effort. The result is impressive: an excellent tool that has nothing in common with the rasps and riffler files produced in mass production by machines.
 Hardening")

Related products

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany

Available, delivery time: 1-3 businessdays within Germany